

فرمول خم سینی کابل: راهنمای جامع محاسبات، اجرا و استانداردها (بروزرسانی ۲۰۲۶)
اگر در زمینه نصب و راهاندازی سیستمهای کابلکشی صنعتی یا ساختمانی فعالیت دارید، حتماً با چالش خمکاری دقیق سینی کابل روبرو شدهاید. یک خم نادرست میتواند باعث آسیب به کابلهای گرانقیمت، کاهش عمر سیستم، افزایش مقاومت الکتریکی و حتی عدم پذیرش نهایی پروژه مطابق با استانداردهای بینالمللی شود.
این مقاله صرفاً یک فهرست از فرمولها نیست. بلکه یک راهنمای مهندسی کاملاً کاربردی است که شما را از مفاهیم پایه فیزیک خمش تا محاسبات عددی دقیق، نحوه علامتگذاری روی سینی و اجرای بینقص همراهی میکند. در این راهنما، هر فرمول را به زبانی ساده ریشهیابی و تشریح کردهایم تا شما نه تنها کاربر، بلکه مسلط به اصول آن باشید.
چرا محاسبه دقیق فرمول خم سینی کابل حیاتی است؟
خمکاری سینی کابل، نقطه اتصال نظریه محاسبات مهندسی و عمل نصب است. دقت در این مرحله، تأثیر مستقیمی بر موارد زیر دارد:
📍 ایمنی و سلامت کابلها
شعاع خم کوچکتر از حد مجاز، باعث ایجاد تنش مکانیکی در هادیها و عایق کابل میشود. این موضوع در بلندمدت منجر به ترک خوردگی عایق، افزایش احتمال اتصال کوتاه و خرابی زودرس کابلهای با ولتاژ متوسط و بالا میگردد.
⚡ عملکرد الکتریکی بهینه
خمهای تیز و غیراستاندارد میتوانند توزیع نامتوازن جریان در هادیهای موازی ایجاد کنند و همچنین میدانهای الکترومغناطیسی ناخواسته (EMI) تولید نمایند که برای کابلهای داده و کنترل بسیار مخرب است.
💰 صرفهجویی اقتصادی و زمانی
یک محاسبه غلط منجر به هدررفت قطعات سینی (که متریالی با قیمت نسبتاً بالاست)، اتلاف زمان برای تعمیر یا ساخت مجدد و تأخیر در تحویل پروژه میشود. دقت در اولین بار، ارزانترین راه است.
📈 نکته فنی کلیدی:
استاندارد معروف IEC 61537 و نیز مبحث سیزدهم مقررات ملی ساختمان، حداقل شعاع خمش سینی کابل را معمولاً بین ۲ تا ۶ برابر عرض سینی (۲B تا ۶B) تعیین میکنند. این ضریب با توجه به نوع کابل (قدرت، کنترل، داده) و شرایط محیطی تغییر میکند. همیشه استاندارد خاص پروژه یا کابل ملاک نهایی است.
مفاهیم پایه و اصطلاحات فنی: زبان مشترک برای درک فرمولها
قبل از ورود به دنیای فرمولها، ضروری است که بر یک واژهنامه فنی مشترک مسلط شویم. درک دقیق این اصطلاحات، کلید فهم منطق پشت هر معادله است.
| اصطلاح فنی | نماد / مخفف | تعریف و توضیح کاربردی |
|---|---|---|
| شعاع خمش داخلی | R (از Radius) | فاصله از مرکز فرضی دایرهای که خم بر اساس آن ایجاد میشود، تا داخلیترین نقطه خم (لبه داخلی سینی). این مقدار همیشه باید از حداقل شعاع مجاز کابلهای درون سینی بزرگتر باشد. |
| عرض سینی کابل | W (از Width) | فاصله بین دو لبه جانبی سینی. در فرمولها، نصف این مقدار (W/۲) به کار میرود که نشاندهنده فاصله از محور مرکزی سینی تا لبه آن است. واحد معمول: میلیمتر (mm). |
| مقدار برش (کاتبک) | C (از Cutback) | مقداری از لبههای سینی (معمولاً از هر دو طرف یک برش V شکل) که باید حذف شود تا دو قطعه سینی بتوانند به راحتی و بدون فاصله یا برآمدگی به هم خم شده و جوش یا پیچ شوند. |
| زاویه خم | θ (تتا – از Theta) | میزان چرخش مسیر که بر حسب درجه بیان میشود. رایجترین مقادیر ۹۰ درجه (برای گوشه دیوار) و ۴۵ درجه (برای تغییرات ملایمتر یا اتصالات سازهای) هستند. |
| خم آفست (جابجایی) | Offset | یک مانور ترکیبی متشکل از دو خم همجهت (مثلاً دو خم ۴۵ درجه) که برای عبور از یک مانع (مثل لوله یا تیر) بدون تغییر جهت نهایی مسیر استفاده میشود. دارای پارامتر «ارتفاع آفست (H)» است. |
ابزارهای ضروری برای خمکاری دقیق و ایمن
تسلط بر فرمولها لازم است، اما بدون ابزار مناسب و مهارت در استفاده از آنها، عملاً بیفایده خواهد بود. در اینجا فهرستی از ابزارهای کلیدی را طبقهبندی کردهایم:
۱. ابزارهای اندازهگیری و علامتگذاری
- متر فلزی یا لیزر متر: برای اندازهگیری طولهای مستقیم. دقت حداقل ۱ میلیمتر.
- خطکش فولادی صلب: برای ترسیم خطوط راست بر روی سینی.
- گونیا مهندسی: برای اطمینان از قائمه بودن علامتها (مخصوصاً در خم ۹۰ درجه).
- نقاله زاویهسنج: برای علامتگذاری زوایای غیراستاندارد.
- ماژیک دائمی یا پانچ قلمنویس: برای ایجاد علامتهای واضح و پاکنشدنی روی فلز گالوانیزه.
۲. ابزارهای برش و پرداخت
- اره برقی (گرinder) با دیسک برش فلز: برای برش سریع، تمیز و مستقیم. ایمنی: استفاده از حفاظ دیسک و عینک اجباری است.
- قیچی برش سینی کابل (Snips): برای برشهای ظریف، منحنی یا در فضاهای تنگ.
- سوهان سهپهلوی درشت و ریز: برای پاک کردن برادهها و لبههای تیز پس از برش.
- دریل دستی یا ستونی: برای سوراخ کاری محلهای اتصال پیچی.
۳. ابزارهای تخصصی خمکاری
- خم کن دستی (Bender) مخصوص سینی: برای ایجاد خمهای تمیز با شعاع کنترلشده. مدل اهرمی برای مقاطع کوچک و هیدرولیکی برای مقاطع بزرگ.
- گیره فولادی سنگین یا میز کار محکم: برای ثابت نگه داشتن سینی هنگام علامتگذاری و خم کردن.
- پتک یا چکش لاستیکی: برای تنظیم نهایی و اصلاح خمهای کوچک.
⚠️ اولویت ایمنی شخصی
هیچگاه بدون تجهیزات حفاظت فردی (PPE) کار نکنید.
عینک ایملی (مقابل براده و جرقه) | دستکش چرمی ضخیم (مقابل بریدگی و لبه تیز) | گوشی محافظ (در برابر صدای اره و پتک) | کفش ایمنی (ضد برش و ضد ضربه)
ریشه و منطق فرمول اصلی خم سینی کابل: از هندسه تا اجرا
تمام فرمولهای خمکاری سینی کابل، از یک اصل هندسی ساده اما قدرتمند نشأت میگیرند: هنگام خم کردن یک قطعه، طول مسیر خنثی (Neutral Axis) تغییر نمیکند. درک این مفهوم، کلید استخراج و درک تمامی محاسبات بعدی است.
📐 تشریح مفهومی «خط خنثی» و «عامل 1.57» در خم 90 درجه
اگر یک قطعه سینی کابل صاف را در نظر بگیرید، یک خط فرضی در وسط ضخامت آن وجود دارد که در هنگام خم شدن نه کشیده میشود و نه فشرده – این خط، «خط خنثی» نام دارد. در خم ۹۰ درجه، این خط دقیقاً روی یک ربع دایره (یک چهارم محیط) حرکت میکند.
محاسبه طول کمان ربع دایره:
• محیط کامل دایره = 2 × π × شعاع
• طول یک ربع آن = (2 × π × شعاع) / 4
• که میشود: (π / 2) × شعاع ≈ 1.5708 × شعاع
اما شعاع برای چه نقطهای؟ در فرمول نهایی، شعاع خط خنثی (R_neutral) برابر است با شعاع خمش داخلی (R) به اضافه نصف عرض سینی (W/2). زیرا خط خنثی دقیقاً در وسط ضخامت سینی قرار دارد که از لبه داخلی به اندازه نصف فاصله تا لبه خارجی فاصله دارد.
فرمول کلیدی و کاربردی خم 90 درجه
مقدار برش (C) = (شعاع خمش داخلی (R) + (عرض سینی (W) ÷ ۲)) × ۱.۵۷
این فرمول به شما میگوید که برای ایجاد یک خم ۹۰ درجه تمیز، چقدر از لبه سینی باید به شکل V بریده شود تا دو طرف بتوانند کاملاً به هم برسند.
🔢 مثال عددی گامبهگام (۱): سینی کابل استاندارد ۱۰۰×۵۰ میلیمتر
شرایط مسئله: میخواهیم یک خم ۹۰ درجه داخلی ایجاد کنیم. عرض سینی (W) = ۱۰۰ میلیمتر. طبق استاندارد و نوع کابلها، حداقل شعاع خمش داخلی (R) را ۱۵۰ میلیمتر در نظر میگیریم.
W ÷ ۲ = ۱۰۰ ÷ ۲ = ۵۰ میلیمتر
R + (W÷۲) = ۱۵۰ + ۵۰ = ۲۰۰ میلیمتر
C = ۲۰۰ × ۱.۵۷ = ۳۱۴ میلیمتر
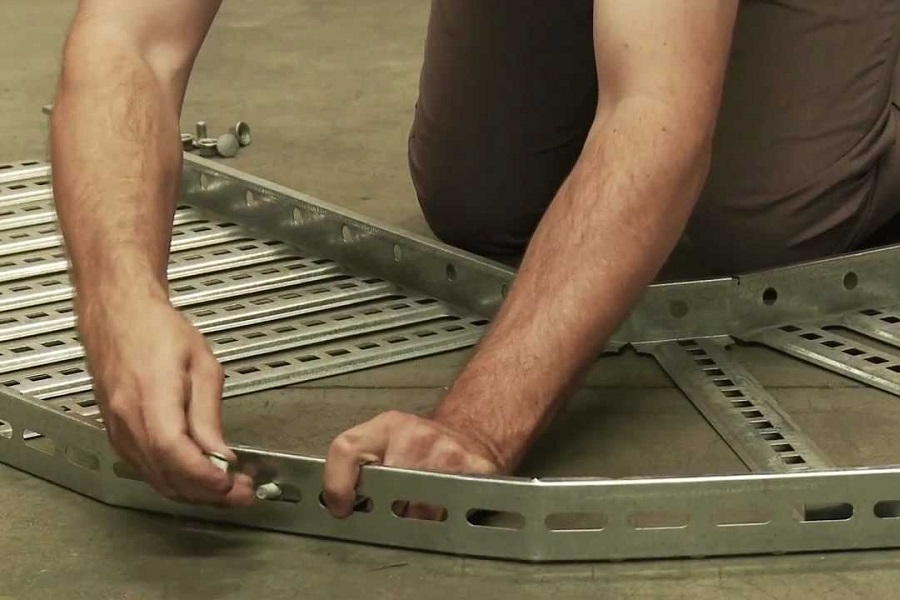
نتیجه عملی: برای ساخت این خم، باید از لبه سینی (از نقطه شروع خم) به اندازه ۳۱۴ میلیمتر به سمت داخل علامت بزنید. سپس یک برش V شکل با زاویه مناسب (معمولاً ۹۰ درجه) ایجاد کنید به طوری که رأس برش روی این علامت باشد. پس از حذف این قطعه مثلثی، دو طرف به راحتی به هم میرسند و خم ۹۰ درجه تشکیل میدهند.
✅ نکته اجرایی مهم: این ۳۱۴ میلیمتر، طول کمان روی خط خنثی است. هنگام علامتگذاری روی لبه سینی (که شعاع کمتری دارد)، این مقدار اندکی کمتر خواهد شد. در عمل، تکنسینهای با تجربه پس از محاسبه، حدود ۳-۲ درصد از این مقدار کم میکنند تا خم کاملاً فیت شود.
📏 خم ۴۵ درجه: فرمول و منطق آن
خم ۴۵ درجه نیز از همان اصل پیروی میکند، اما به جای یک ربع دایره (۹۰ درجه یا π/۲ رادیان)، با یک هشتم دایره (۴۵ درجه یا π/۴ رادیان) سر و کار داریم. بنابراین ضریب ثابت تغییر میکند.
فرمول خم ۴۵ درجه
مقدار برش (C) = (R + (W ÷ ۲)) × ۰.۷۸۵
منشأ ضریب ۰.۷۸۵: این عدد حاصل (π/۴) یا تقریباً ۳.۱۴۱۶ تقسیم بر ۴ است. در واقع، اگر در فرمول خم ۹۰ درجه، ضریب را به نصف کاهش دهیم (۱.۵۷ ÷ ۲ = ۰.۷۸۵)، به همین نتیجه میرسیم.
کاربرد: این خم برای تغییرات جهت ملایمتر، ایجاد سطوح شیبدار یا به عنوان بخشی از یک خم آفست استفاده میشود.
🔢 مثال عددی گامبهگام (۲): خم ۴۵ درجه روی همان سینی
با فرض همان سینی ۱۰۰ میلیمتری و شعاع داخلی ۱۵۰ میلیمتر:
C = (۱۵۰ + ۵۰) × ۰.۷۸۵ = ۲۰۰ × ۰.۷۸۵ = ۱۵۷ میلیمتر
همانطور که میبینید، مقدار برش تقریباً نصف حالت ۹۰ درجه شده است. این موضوع درک شهودی از نسبت بین زوایا و طول برش به شما میدهد.
فرمول خم آفست (Offset Bend): عبور هوشمندانه از موانع
خم آفست یکی از کاربردیترین و در عین حال چالشبرانگیزترین مهارتها در کابلکشی است. هدف: عبور سینی کابل از یک مانع (مثل لوله، تیر یا داکت دیگر) بدون تغییر جهت نهایی مسیر. این کار با دو خم موازی (معمولاً با زوایای یکسان) در فاصلهای مشخص از هم انجام میشود.
📝 پارامترهای کلیدی خم آفست
- ارتفاع آفست (H): فاصله عمودی که باید جابجا شویم (مثلاً قطر لوله به اضافه فاصله ایمنی).
- زاویه خم (θ): زاویه هر یک از دو خم. معمولاً ۳۰، ۴۵ یا ۶۰ درجه انتخاب میشود.
- فاصله بین خمها (L): طول قسمت مستقیمی که بین دو خم قرار میگیرد.
- مقدار برش در هر خم: مانند خمهای ساده، اما بر اساس زاویه انتخابی.
🧮 فرمولهای محاسباتی
فاصله بین خمها (L):
L = H ÷ tan(θ)
مقدار برش در هر خم (C):
C = (R + W/2) × (θ × π ÷ 180)
🔢 مثال عددی کامل: ساخت آفست ۱۰۰ میلیمتری با خم ۴۵ درجه
سناریو: یک لوله به قطر ۸۰ میلیمتر در مسیر سینی کابل ۱۰۰×۵۰ قرار دارد. میخواهیم با فاصله ایمنی ۲۰ میلیمتر از هر طرف از آن عبور کنیم. بنابراین ارتفاع آفست (H) میشود: ۸۰ + ۲۰ + ۲۰ = ۱۲۰ میلیمتر. زاویه راحت ۴۵ درجه را انتخاب میکنیم. شعاع داخلی را ۱۵۰ میلیمتر فرض میکنیم.
| گام | محاسبه | نتیجه | توضیح |
|---|---|---|---|
| ۱ | tan(45°) = 1 | ۱ | مقدار تانژانت ۴۵ درجه برابر ۱ است. |
| ۲ | L = 120 ÷ 1 | ۱۲۰ میلیمتر | فاصله مرکز تا مرکز دو خم. |
| ۳ | شعاع خط خنثی = 150 + 50 = 200 | ۲۰۰ میلیمتر | محاسبه مشابه قبل. |
| ۴ | C = 200 × (45×π÷180) ≈ 200 × 0.785 | ۱۵۷ میلیمتر | مقدار برش برای هر یک از دو خم ۴۵ درجه. |
خلاصه دستورالعمل اجرا برای تکنسین:
- از نقطه شروع مانع، به اندازه ۶۰ میلیمتر (نصف فاصله L) به سمت عقب علامت بزنید. این مرکز خم اول است.
- در این نقطه، مطابق فرمول خم ۴۵ درجه، یک برش ۱۵۷ میلیمتری علامتگذاری و اجرا کنید.
- از همان نقطه شروع، به اندازه ۱۲۰ میلیمتر به سمت جلو (عبور از مانع) رفته و مرکز خم دوم را علامت بزنید.
- در نقطه دوم نیز برش ۱۵۷ میلیمتری را اجرا کرده، خمها را ایجاد کنید. حالا سینی شما یک «پله» به ارتفاع ۱۲۰ میلیمتر زده است.
💡 راهکار سریع برای سایت اجرا
به خاطر سپردن فرمولهای مثلثاتی در سایت ممکن است سخت باشد. بسیاری از تکنسینها از «ضریب آفست» (Offset Multiplier) استفاده میکنند. این ضریب از رابطه ۱ ÷ sin(θ) به دست میآید. برای زاویه ۴۵ درجه، این ضریب ≈ ۱.۴۱۴ است. کافی است ارتفاع آفست (H) را در این ضریب ضرب کنید تا طول کل سینی مصرفی برای آن قسمت (در امتداد خط خنثی) به دست آید. این عدد برای برآورد اولیه مواد بسیار مفید است.
نکات طلایی اجرا، عیبیابی و مقایسه روشهای خمکاری
حالا که بر محاسبات تسلط دارید، وقت آن است که این اعداد را به یک کار بینقص و حرفهای تبدیل کنیم. این بخش حاوی ریزهکاریهایی است که در هیچ کلاس درسی پیدا نمیکنید؛ حاصل سالها تجربه عملی در سایتهای پروژه.
چکلیست ۱۰ مرحلهای اجرای بینقص یک خم
بررسی اولیه و ایمنی
از استحکام میز کار یا گیره مطمئن شوید. تمام تجهیزات حفاظت فردی (PPE) شامل عینک، دستکش چرمی و گوشی را بپوشید. برق دستگاههای برقی (اره، فرز) را چک کنید.
اندازهگیری و علامتگذاری دقیق
با استفاده از متر و ماژیک ثابت، تمام نقاط (شروع خم، مرکز خم، پایان برش) را به دقت علامت بزنید. برای خطوط طولانی از خطکش فولادی استفاده کنید. یک ضربالمثل قدگی در کارگاه میگوید: “دو بار اندازه بگیر، یک بار ببر.”
برش آزمایشی روی ضایعات
اگر برای اولین بار از یک فرمول یا زاویه جدید استفاده میکنید، حتماً ابتدا روی یک تکه ضایعات سینی همانند، محاسبه و برش را انجام دهید. این کار از هدررفت قطعه اصلی جلوگیری میکند.
اجرای برش تمیز
با اره برقی یا قیچی مخصوص، برش را دقیقاً روی خطوط علامتزده اجرا کنید. دستگاه را ثابت نگه دارید تا برش کاملاً عمود بر سطح سینی باشد. لبههای برش خورده اغلب بسیار تیز هستند.
پرداخت لبههای تیز
بلافاصله پس از برش، با استفاده از سوهان سهپهلو یا سنگ سمباده، تمام لبههای تیز و برادههای فلزی را کاملاً صاف و صیقلی کنید. این کار جلوگیری از بریدگی و همچنین محافظت از عایق کابلها در آینده است.
خم کردن با ابزار مناسب
سینی را محکم در خمکن دستی یا هیدرولیکی قرار دهید. نقطه مرکز خم باید دقیقاً با نقطه اتکای ابزار منطبق باشد. نیرو را آرام و یکنواخت اعمال کنید تا فلز به تدریج شکل بگیرد، نه اینکه یکباره بشکند یا تا بخورد.
کنترل زاویه و همترازی
پس از خم، بلافاصله با گونیای مهندسی دقیق، زاویه خم را چک کنید. همچنین دو بال سینی را از نظر همترازی در یک صفحه بررسی نمایید. در این مرحله با اعمال نیروی کم توسط پتک لاستیکی میتوان اصلاحات جزیی انجام داد.
اتصال و جوش نقطهای
اگر خم بخشی از یک مسیر طولانی است، دو قطعه را در محل خم به طور موقت با گیره به هم فیکس کنید. سپس با جوش CO2 نقطهای یا پیچ و مهره ضدزنگ، اتصال را محکم و پایدار نمایید.
بازرسی نهایی و پاکسازی
محل جوش یا اتصال را از نظر استحکام و تمیزی بازرسی کنید. خردههای جوش و برادههای فلز را که میتوانند برای کابلها خطرناک باشند، کاملاً پاک کنید.
ضدزنگکاری محل برش
در پروژههای فضای باز یا مرطوب، روی لبههای برشخورده و محل جوش، رنگ ضدزنگ (پرایمر) گالوانیزه سرد یا یک لایه درزگیر مخصوص بزنید تا از شروع خوردگی از آن نقاط جلوگیری شود.
شناسایی و رفع ۷ خطای رایج در خمکاری سینی کابل
| خطا | علت احتمالی | نشانهها و عواقب | راه حل و پیشگیری |
|---|---|---|---|
| خم زدن (Buckling) | • شعاع خم بیش از حد کوچک. • سرعت خم کردن زیاد. • جنس سینی بیکیفیت یا نازک. | چینخوردگی یا موج در سطح داخلی خم. کاهش شدید استحکام مکانیکی. | • افزایش شعاع خم به حداقل مجاز. • خم کردن آهسته و مرحلهای. • استفاده از سینی با ضخامت مناسب (مطابق بار کابل). |
| شکاف در محل اتصال | • محاسبه نادرست مقدار برش (کاتبک). • اجرای نادرست برش (زاویه برش اشتباه). | فاصله بین دو لبه سینی پس از خم. نیاز به پرکردن با جوش اضافی که زیبا نیست و ضعیف است. | • بازبینی محاسبات. • استفاده از اره با گونیای دقیق برای برش. • همیشه ابتدا روی ضایعات تست کنید. |
| پیچش (Twisting) | • اعمال نیروی نامتوازن هنگام خم کردن. • ثابت نبودن سینی در گیره. | دو طرف سینی در یک صفحه نیستند. نصب کابل را سخت میکند و ظاهری نازیبا دارد. | • اطمینان از ثابت شدن کامل سینی. • استفاده از خمکنهای دوطرفه (که هر دو لبه را همزمان میگیرند). • اصلاح با پتک لاستیکی و گونیا. |
| کاهش بیش از حد عمق سینی | • استفاده از فرمول خم برای لبه سینی (جایی که شعاع کمتر است) به جای خط خنثی. | پس از خم، ارتفاع جانبی سینی کم شده و گنجایش کابل کاهش مییابد. | • همیشه محاسبات را برای خط خنثی (R + W/2) انجام دهید. • در صورت وقوع، ممکن است نیاز به تعویض آن قطعه باشد. |
| خوردگی زودرس | • پرداخت نکردن لبههای برش. • نزدن رنگ ضدزنگ در محیطهای خورنده. | شروع خوردگی از لبههای برشخورده و گسترش به کل سینی. | • سوهانکاری و پرداخت اجباری. • استفاده از رنگ گالوانیزه سرد برای پروژههای بیرونی یا مرطوب. |
| عدم رعایت شعاع خمش کابل | • طراحی مسیر بدون توجه به حداقل شعاع خم کابل. • انتخاب شعاع داخلی سینی بسیار کوچک. | آسیب به عایق کابل، افزایش احتمال خرابی، نقض تضمین کابل. | • طراحی شعاع سینی بر اساس سختگیرانهترین کابل موجود در مسیر. • مراجعه به کاتالوگ کابل یا جدول استاندارد (مانند آنچه در پارت ۳ ارائه شد). |
| خطای انباشته در خمهای متوالی | • علامتگذاری هر خم از انتهای خم قبلی (به جای اندازهگیری از یک مبدأ ثابت). | انحراف زیاد مسیر نهایی از طرح اولیه. | • استفاده از روش «اندازهگیری از یک نقطه مبنا» برای تمام خمها. • بررسی همترازی کلی پس از اتصال چند قطعه. |
مقایسه روش خمکاری دستی (سنتی) با خمکاری ماشینی (CNC)
با پیشرفت فناوری، دستگاههای خمکن CNC سینی کابل نیز وارد بازار شدهاند. انتخاب بین روش سنتی و مدرن به عوامل زیادی بستگی دارد. در جدول زیر این دو روش را مقایسه کردهایم:
🛠️ روش خمکاری دستی (با ابزار مکانیکی/هیدرولیکی)
مزایا:
- هزینه سرمایهگذاری اولیه پایین: مناسب برای کارگاههای کوچک و متوسط.
- انعطافپذیری بالا: امکان خمکاری در محل پروژه (Site Fabrication) و تطبیق با شرایط غیراستاندارد.
- عدم نیاز به برنامهنویسی: وابسته به مهارت اپراتور است.
- تعمیر و نگهداری ساده: قطعات یدکی در دسترس و ارزان.
معایب و محدودیتها:
- سرعت پایینتر: مخصوصاً برای پروژههای بزرگ با خمهای تکراری.
- وابستگی به دقت اپراتور: خطای انسانی میتواند باعث تنوع در کیفیت خمها شود.
- خستگی نیروی کار: برای خمهای سنگین و متعدد.
- دقت محدود: رسیدن به تکرارپذیری بالا در خمهای پیچیده سخت است.
🤖 روش خمکاری ماشینی (CNC Bending)
مزایا:
- دقت و تکرارپذیری فوقالعاده: هر خم عیناً مثل قبلی است. مناسب برای تولید انبوه.
- سرعت تولید بسیار بالا: پس از تنظیم برنامه، خمها با سرعت ثابت انجام میشوند.
- امکان اجرای طرحهای پیچیده: خمهای سهبعدی، زوایای غیراستاندارد و ترکیبی به راحتی قابل برنامهریزی است.
- کاهش ضایعات مواد: بهینهسازی برش و خم توسط نرمافزار.
معایب و محدودیتها:
- هزینه سرمایهگذاری بسیار بالا: قیمت دستگاه و نرمافزار قابل توجه است.
- نیاز به اپراتور متخصص: برای برنامهنویسی و تنظیم دستگاه.
- انعطافپذیری کمتر در محل: معمولاً در کارخانه ثابت است و حمل به سایت سخت است.
- تعمیر و نگهداری تخصصی و پرهزینه: وابستگی به شرکت تأمینکننده.
🎯 راهنمای انتخاب: کدام روش برای پروژه شما مناسبتر است؟
• پروژههای کوچک، تعمیرات، یا سایتهای با دسترسی محدود: روش دستی انتخاب منطقیتر و مقرونبهصرفهتر است.
• پروژههای بزرگ صنعتی، نیروگاهها، پتروشیمی با متراژ بالا و طرحهای تکراری: استفاده از خدمات کارگاههای مجهز به دستگاه CNC میتواند در زمان و دقت، صرفهجویی قابل توجهی ایجاد کند.
• راهکار ترکیبی: بسیاری از پیمانکاران بزرگ، خمهای اصلی و پیچیده را در کارگاه با CNC میسازند و تنظیمات نهایی و اتصالات ساده را در سایت با ابزار دستی انجام میدهند.
سوالات متداول (FAQ)، جمعبندی و منابع کاربردی
در این بخش پایانی، به پرسشهای رایج و ملموس که در حین کار برای تکنسینها پیش میآید، پاسخ میدهیم. این سوالات بر اساس تجربیات میدانی و چالشهای واقعی گردآوری شدهاند. همچنین، یک جمعبندی نهایی و فهرستی از منابع معتبر برای مطالعه بیشتر ارائه میشود.
پاسخ به پرسشهای فنی و اجرایی پرتکرار
۱
اگر شعاع خمش مورد نیاز کابلها از شعاع خمش داخلی سینی بیشتر باشد، چه کار باید کرد؟
این یک خطای طراحی رایج است که اگر در مرحله اجرا شناسایی شود، راهحلهای محدودی دارد:
- تغییر طرح مسیر: بررسی امکان ایجاد یک خم بازتر با شعاع بیشتر، حتی اگر نیاز به اضافه کردن یک خم دیگر (مثلاً دو خم ۴۵ درجه به جای یک خم ۹۰ درجه تند) داشته باشد.
- استفاده از اتصالات از پیش ساخته (Prefabricated Bends): خرید زانوییهای استاندارد با شعاع خم بزرگتر از بازار. این اتصالات معمولاً شعاع خم ثابت و گارانتیشدهای دارند.
- بازسازی سینی (ریفربیش) در کارگاه: برش کامل ناحیه خم و جایگزینی با یک قطعه جدید که با شعاص بزرگتر خم شده است. این روش پرهزینه و زمانبر است.
- به عنوان آخرین راهحل: مشورت با مهندس ناظر و سازنده کابل درباره برداشتن استثناء (Deviation). گاهی ممکن است با شرایط خاص و نظارت اضافی، یک بار عبور با شعاع کمی کمتر مجاز شمرده شود، اما این روش ریسک پذیرش نهایی پروژه را افزایش میدهد.
پیشگیری کلیدی: این مشکل در مرحله طراحی Shop Drawing قابل جلوگیری است. همیشه شعاع خمش سینی را بر اساس سختگیرانهترین کابل موجود در آن مسیر (معمولاً کابلهای فشار متوسط یا کابلهای کنترل چندرشتهای) طراحی کنید.
۲
تفاوت اصلی خم سینی کابل گالوانیزه سرد و گرم در فرآیند خمکاری چیست؟
این تفاوت از جنس پوشش و ویژگیهای مکانیکی فلز پایه ناشی میشود و بر کار اجرا تاثیر مستقیم دارد.
| سینی کابل گالوانیزه گرم | سینی کابل گالوانیزه سرد (الکتروگالوانیزه) |
|---|---|
| پوشش ضخیمتر (حدود ۷۰-۸۰ میکرون) و یکپارچه که در دمای بالا ایجاد شده است. | پوشش نازکتر (حدود ۱۵-۲۵ میکرون) که به روش الکترولیز اعمال میشود. |
| انعطافپذیری پوشش بالاتر: پوشش در برابر ترک خوردن و لبپر شدن در حین خم مقاومت بهتری دارد. | پوشش سخت و شکننده: در هنگام خمکاری، به ویژه در شعاعهای کم، احتمال ترک خوردگی و جدا شدن پوشش از سطح فلز پایه وجود دارد. |
| توصیه اجرایی: میتوان با خیال راحتتری خمکاری کرد. پس از برش و خم، تنها نیاز به پرداخت لبهها دارید. | توصیه اجرایی ضروری: پس از برش و خمکاری، حتماً باید روی لبههای برشخورده و مناطقی که پوشش آسیب دیده، از رنگ گالوانیزه سرد (زینک ریچ) با برس استفاده کنید تا از شروع خوردگی موضعی جلوگیری شود. |
جمعبندی: برای محیطهای بسیار خورنده (دریا، پتروشیمی) یا پروژههایی با طول عمر طراحی بالا، گالوانیزه گرم اولویت دارد. برای محیطهای اداری داخلی با بودجه محدود، گالوانیزه سرد انتخاب میشود، اما ملاحظات حفاظتی پس از خم باید جدی گرفته شود.
۳
آیا فرمولهای ارائه شده برای سینی کابلهای نردبانی (Ladder Cable Tray) نیز معتبر است؟
بله، اصول هندسی یکسان است، اما نکات اجرایی متفاوت میشود. سینی نردبانی از دو تیر جانبی موازی (Side Rail) و رُنگهای (Rung) متصل به آنها تشکیل شده است.
- محل خم: خمکاری فقط روی تیرهای جانبی انجام میشود. رُنگها در ناحیه خم باید قطع شوند و پس از شکلگیری خم، یک رُنگ مخصوص در قسمت داخلی خم نصب گردد.
- عرض مؤثر (W): در فرمول، باید فاصله بین دو محور تیرهای جانبی را به عنوان عرض سینی در نظر بگیرید، نه فاصله بیرونی آنها.
- چالش اجرا: به دلیل ارتفاع بیشتر پروفیل تیرهای جانبی، خطر پیچش (Twisting) و خم زدن (Buckling) در حین خمکاری بیشتر است. استفاده از خمکن هیدرولیکی با قالب مناسب و مهار کردن کامل هر دو تیر جانبی الزامی است.
- برش رُنگها: رُنگهای موجود در ناحیه خم باید با دقت و همتراز با خط خم بریده شوند. لبههای برشخورده رُنگها نیز حتماً باید پرداخت شوند.
برای خمهای استاندارد و تکرارشونده در پروژههای بزرگ، استفاده از اتصالات خم شده آماده (Prefabricated Fittings) برای سینی نردبانی به شدت توصیه میشود، چون استحکام و زیبایی کار را تضمین میکند.
۴
برای محاسبه سریع در سایت، آیا روش تقریبی یا “قانون سرانگشتی” قابل اعتمادی وجود دارد؟
بله، تکنسینهای با تجربه از چندین قانون سرانگشتی استفاده میکنند. این قوانین برای برآورد سریع و کنترل اولیه مفید هستند، اما هرگز جایگزین محاسبه دقیق برای کار نهایی نمیشوند.
📏 قانون خم ۹۰ درجه (تقریبی)
مقدار برش ≈ ۲.۵ × ارتفاع جانبی سینی
مثال: برای سینی با ارتفاع ۵۰mm: ۲.۵ × ۵۰ = ۱۲۵mm
این روش زمانی جواب میدهد که شعاع خم نزدیک به ۲ برابر عرض سینی باشد.
📐 قانون آفست ۴۵ درجه (معروف ترین)
فاصله بین خمها (L) ≈ ۱.۴ × ارتفاع آفست (H)
طول مصرفی سینی برای آفست ≈ ۱.۴ × H
مثال: برای عبور از مانع ۱۰۰mm: L ≈ ۱.۴ × ۱۰۰ = ۱۴۰mm
⚠️ هشدار: این قوانین بر اساس زوایای خاص (مثلاً ۴۵ درجه) و نسبتهای تقریبی هستند. استفاده از آنها برای سینیهای عریض، شعاعهای خم غیرمعمول یا زوایای متفاوت میتواند خطای بزرگی ایجاد کند. همیشه برای محاسبه نهایی و برش، از فرمول اصلی یا نرمافزار/ماشینحساب استفاده کنید.
جمعبندی نهایی و توصیههای کلیدی
دانش محاسبه و اجرای خم سینی کابل، تلفیقی از علم مهندسی، مهارت فنی و تجربه عملی است.
از علم غافل نشوید
فرمولها و استانداردها (مانند IEC 61537) پایه کار هستند. درک “چرایی” هر فرمول، شما را از یک اجراکننده به یک متخصص تبدیل میکند.
مهارت را با ابزار درست پرورش دهید
دقت در گرو ابزار دقیق و نگهداریشده است. سرمایهگذاری روی ابزار اندازهگیری و خمکن مناسب، در بلندمدت به صرفهتر است.
تجربه را سیستماتیک کنید
از خطاها یادداشت بردارید. یک چکلیست شخصی برای پروژههای خود ایجاد کنید. این چکلیست با گذشت زمان، گرانبهاترین دارایی فنی شما خواهد شد.
موفقیت در این حوزه، نه در انجام یک خم، که در تکرارِ بیخطا و ایجاد سیستمی قابل اعتماد برای تمام خمهای یک پروژه عظیم تعریف میشود.
منابع و مراجع معتبر برای مطالعه عمیقتر
- استانداردهای فنی:
- IEC 61537: استاندارد بینالمللی برای سینیها و نردبانهای کابل. بخشهای مربوط به تستها، بارگذاری و شعاع خمش در این استاندارد حیاتی است.
- NEMA VE 1 & VE 2: استاندارد انجمن ملی سازندگان تجهیزات الکتریکی (NEMA) آمریکا که به طور گسترده در پروژهها引用 میشود.
- مبحث سیزدهم مقررات ملی ساختمان ایران: حداقل الزامات اجرایی در پروژههای ساختمانی ایران.
- راهنمای محصولات سازندگان (Manufacturer Catalogs): کاتالوگ شرکتهای معتبر تولیدکننده سینی کابل (مانند سینی کابل سمنان، Legrand، OBO) اغلب شامل جداول مفصل بارگذاری، ابعاد استاندارد و دستورالعملهای نصب و خمکاری اختصاصی محصولات خود هستند. این اطلاعات بسیار کاربردی و قابل اعتمادند.
- کتب و منابع آموزشی:
- «Cable Tray Manual» انتشارات BICSI – مرجع کاملی برای طراحی و نصب سیستمهای مدیریت کابل.
مقاله آموزشی «فرمول خم سینی کابل: راهنمای جامع محاسبات، اجرا و استانداردها»
هدف از تدوین این راهنما، ارتقای دانش فنی و استانداردهای اجرایی در صنعت برق و کابلکشی ایران بوده است. اشتراکگذاری این محتوا با ذکر منبع بلامانع است.